
در این مقاله بحث خواهد شد که لاستیک با اتصال فلز، لاستیک چسبانده شده و چسب لاستیک به فلز چیست.
اتصال لاستیک به فلز چیست؟
اتصال لاستیک به فلز زمانی است که یک قسمت لاستیکی باید به یک قطعه فلزی بچسبد، یک جزء فلزی به صورت شیمیایی آماده میشود و به عنوان بخشی از فرآیند متصل یا محصور میشود تا به یک قطعه لاستیکی متصل شود.
روشهایی وجود دارد که فلز و لاستیک را میتوان با هم ترکیب کرد، مانند قالبگیری و چسبندگی. ممکن است یک فرآیند بر اساس حجم محصول، فضای تولید، سرعت و قیمت تجهیزات انتخاب شود.
فرآیندهای مختلفی در روشهای قالبگیری وجود دارد که عبارتند از:
بیش از قالبگیری
این فرآیند زمانی اتفاق میافتد که لاستیک روی یک بستر فلزی قالبگیری میشود. با یک قسمت بیش از قالب، هم لاستیک و هم فلز قابل توجه است. این امر فضای کافی برای ایجاد چندین لایه فلز و لاستیک در صورت نیاز ایجاد میکند.
پوشش کامل کامل
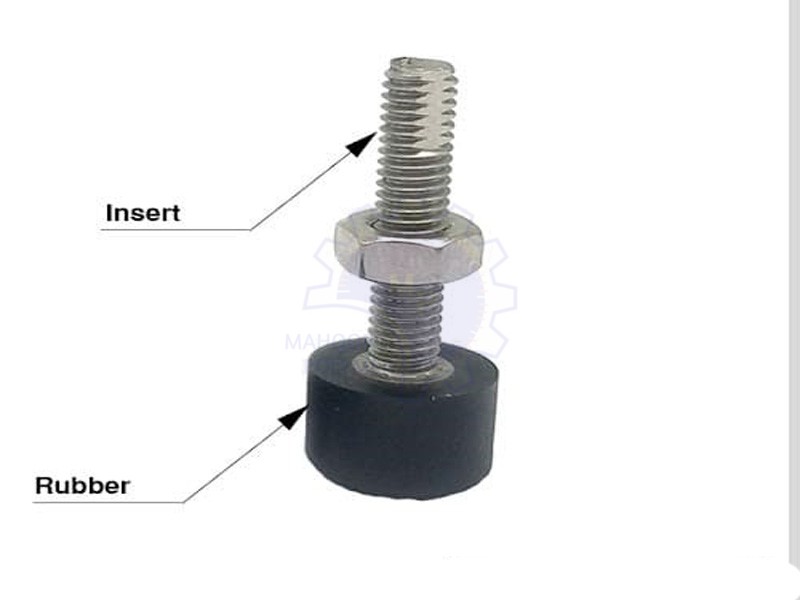
در پوشش کامل، قبل از افزودن لاستیک، یک فلز خام در قالب قرار میگیرد. این فرآیند همچنین به عنوان قالبگیری درج شناخته میشود. خروجی نهایی قسمتی خواهد بود که فلز در پوششی از لاستیک احاطه شده است.
برای اتصال لاستیک به فلز، دو روش رایج قالبگیری عبارتند از قالبگیری انتقالی و قالبگیری تزریقی.
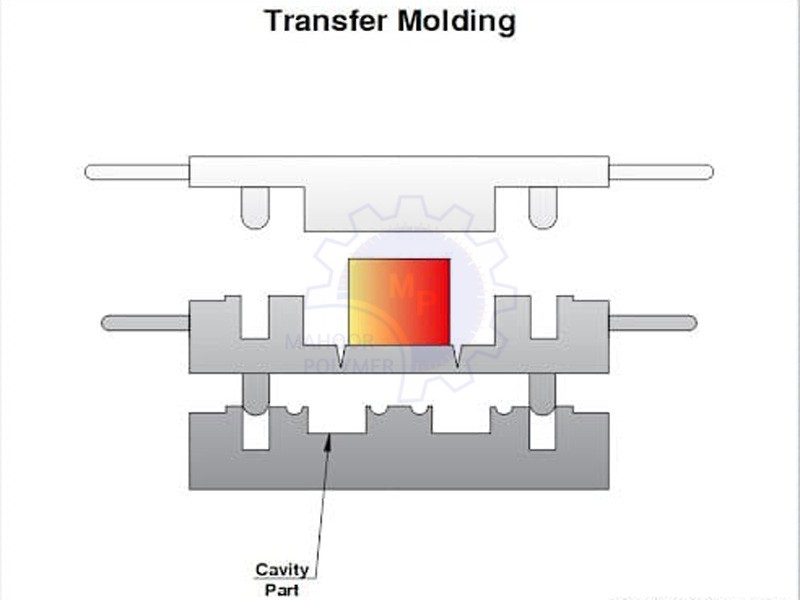
قالبگیری انتقالی
در قالبگیری انتقالی، قطعات فلزی در قالبی که حرارت داده میشود، وارد میشوند. سپس لاستیک جامد به داخل قالب هل داده میشود و این کار با استفاده از یک پیستون گرم شده در جایی که اطراف قطعات فلزی را پر میکند انجام میشود.
سپس این قالب پخته شده و در فشار و دمای بالا ولکانیزه میشود.
قالبگیری تزریقی
این روش مورد استفاده در اتصال لاستیک به فلز نیز مشابه قالبگیری انتقالی در فرآیندی است که هر دو استفاده میکنند. در این مرحله اول یک قطعه فلزی وارد قالب میشود.
پس از تزریق الاستومر مایع به قالب. بعداً زمانی که قالب پخته شد و با فشار بالا و دمای بالا ولکانیزه شد، قسمت جدا میشود.
مراحل اتصال لاستیک به فلز
مراحل مربوط به اتصال لاستیک به فلز عبارتند از:
آمادهسازی الاستومر
اکثر پایههای عایق لرزش با استفاده از لاستیک طبیعی یا نئوپرن ساخته میشوند. هنگامی که لاتکس یا نئوپرن لاستیک طبیعی دریافت میشود، پرکنندههای مختلف و سایر مواد افزوده میشود تا خواص مطلوب لاستیک طبیعی یا نئوپرن مورد استفاده به دست آید. سپس با استفاده از غلتک، لاستیک وارد میشود تا کل مواد موجود در آن به طور یکنواخت در سراسر لاستیک پراکنده شوند.
سپس لاستیک مخلوط شده از غلتکها جدا میشود و برای تبدیل شدن به گلوله گرفته میشود. لاستیک را میتوان در قالبگیری انتقال استفاده کرد یا اگر لاستیک در قالبگیری تزریقی استفاده شود به صورت نواری ساخته میشود. سپس لاستیک در فرآیند قالبگیری در یک اتاق کنترل آب و هوا ذخیره میشود. نئوپرن یا لاستیک طبیعی در حالت خشک نشده در نظر گرفته میشود، بنابراین این لاستیکها تا زمانی که از عمل آوری که در طول قالبگیری انجام میشود عبور نکنند، هیچ یک از ویژگیهای خود را تولید نمیکنند.
هنگامی که فرآیند ولکانیزاسیون یا پخت کامل شد، لاستیک طبیعی دارای بهترین ویژگیهای مکانیکی مانند استحکام کششی، مقاومت در برابر سایش، مقاومت در برابر ضربه، مقاومت در برابر ضربه و توانایی بادوام خواهد بود. به دلیل چنین ویژگیهای سودمندی، لاستیک را میتوان در محیطهایی استفاده کرد که دمای آنها از -40 درجه فارنهایت تا 190 درجه فارنهایت است.
نئوپرن یک الاستومر مصنوعی است و از طریق فرآیند پلیمریزاسیون کلروپرن تولید میشود. هنگام تکمیل فرآیند ولکانیزاسیون، خصوصیات مکانیکی نئوپرن شبیه به لاستیک طبیعی است.
نئوپرن سودمند است زیرا مقاومت روغن بهتری نسبت به لاستیک طبیعی دارد. نئوپرن به دلیل خواصی که دارد، میتواند در محیطهایی که دمای آن از -30 درجه فارنهایت تا 212 درجه فارنهایت متغیر است استفاده شود. نئوپرن و لاستیک طبیعی به طور گسترده برای مصارف صنعتی عمومی مانند پمپها استفاده میشود.
آماده سازی سطح
فولاد کم کربن به دلیل عملکرد خوب آن در کاربردهای ارتعاشی در فرآیند اتصال استفاده میشود. در آمادهسازی سطوح اتصال فولاد کم کربن باید به درستی آماده شود تا عملکرد خوبی در اتصال ارائه دهد.
با استفاده از فرآیند تمیز کردن قلیایی یا روشهای چربیزدایی با حلال، روغنهای روی سطوح باندینگ را میتوان به طور موثر حذف کرد. در برخی شرایط، زنگ زدگی را میتوان مهار و حذف کرد. این را میتوان با استفاده از سنگ ریزه یا ماشین کاری اکسید آلومینیوم به دست آورد. پس از آماده سازی، جزء فولاد کم کربن باید تمیز نگه داشته شود و همچنین در محیطی با رطوبت کم نگهداری شود.
کاربرد پرایمر و چسب
اکنون میتوان پس از تمیز کردن سطوح اجزای فلزی، چسب را به درستی اعمال کرد. در برخی موارد، از یک سیستم چسب دو لایه برای چسباندن لاستیک طبیعی یا نئوپرن به فولاد کم کربن استفاده میشود و این سیستم چسب دو لایه شامل یک لایه پرایمر و یک لایه رویی چسب میباشد.
پرایمر را میتوان با استفاده از روشهای مختلفی استفاده کرد که برخی از آنها شامل غوطهور کردن، غلتک زدن، اسپری کردن و برس زدن میباشد. در موارد معمول، ضخامت لایه خشک توصیه شده برای عملکرد باندینگ کامل معمولاً 0.2 تا 0.4 میلیمتر برای پرایمر و برای چسب معمولاً 0.5 تا 1 میل است. هم زدن مناسب پرایمر و چسب قبل از فرآیند پاشش باعث میشود که مواد تهنشین شده در طول استفاده از آن به طور یکنواخت در سراسر محصول پخش شوند.
پس از انجام عملیات سمپاشی، برای خشک شدن مناسب، دما را در دمای اتاق در نظر میگیریم. این فرآیند خشک کردن را میتوان با استفاده از یک کوره هوای گردشی تسریع کرد. پس از فرآیند خشک کردن، اجزای نهایی باید فوراً در فرآیند قالبگیری استفاده شوند. این به کاهش احتمال اینکه آلودگی سطحی به سرعت قابل توجه است کمک میکند.

پاسخ دهید
میخواهید به بحث بپیوندید؟مشارکت رایگان.